CADMAN-JOB
Quoting, nesting preview, shop-floor priority queues, material consumption reporting.
A technical walk-through of four LVD engineering pillars: fiber laser source architecture, Easy-Form Laser closed-loop bending, Strippit turret tooling, and the CADMAN software backbone that unifies them.
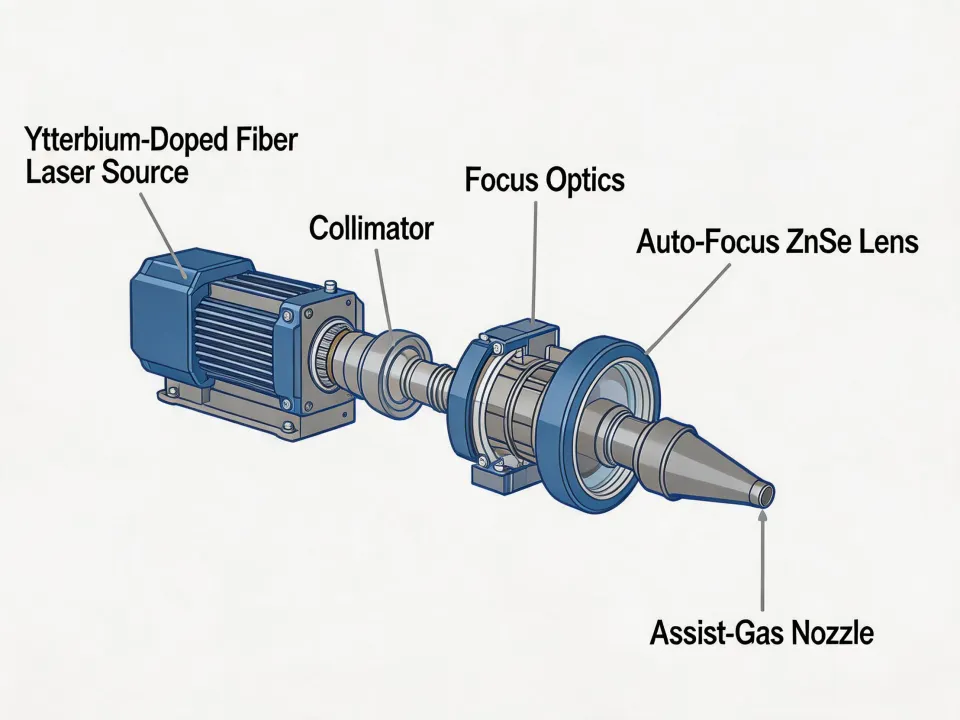
The Phoenix FL and Taurus FL platforms use 1,064 nm fiber laser sources paired with beam-quality M² typically characterised below 1.3 at the head for multi-mode heavy-plate work, and near single-mode values in the lower power classes.
| Parameter | Phoenix FL | Taurus FL |
|---|---|---|
| Wavelength | 1,064 nm | 1,064 nm |
| Power class | 1.5 – 6 kW | 8 – 20 kW |
| Typical beam quality | M² < 1.2 | M² < 1.3 |
| Head speed (max) | 80 m/min | 110 m/min |
| Typical mild-steel cut | up to 12 mm | up to 25 mm |
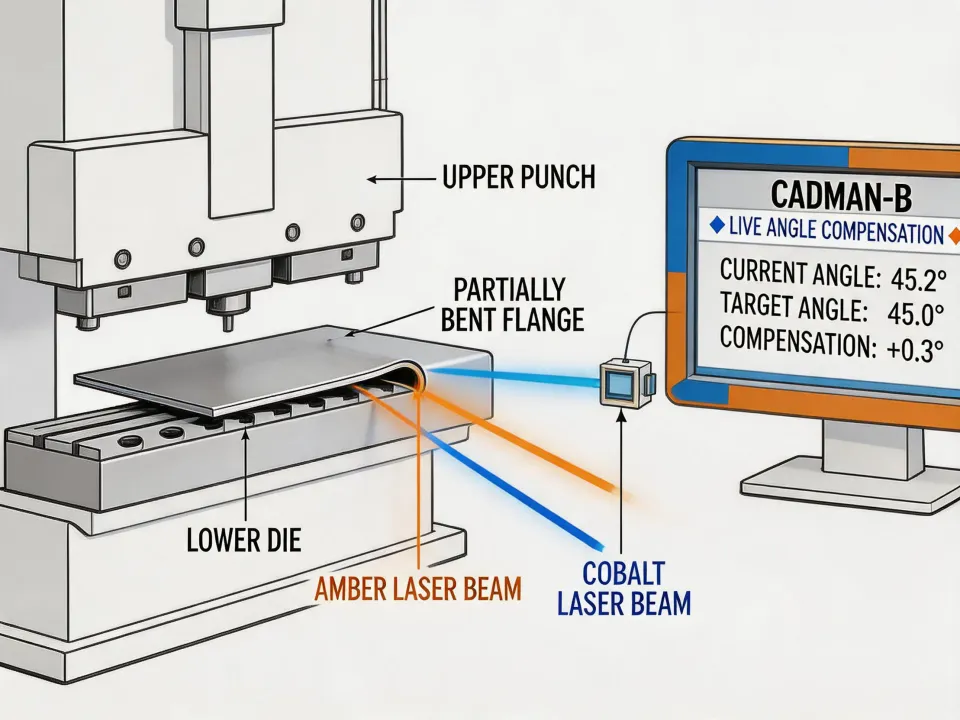
Easy-Form Laser is the LVD adaptive bending system. Two laser emitters project a measurement plane onto the bent flange mid-stroke. The CADMAN-B controller reads deflection-under-load and compensates stroke automatically against springback.
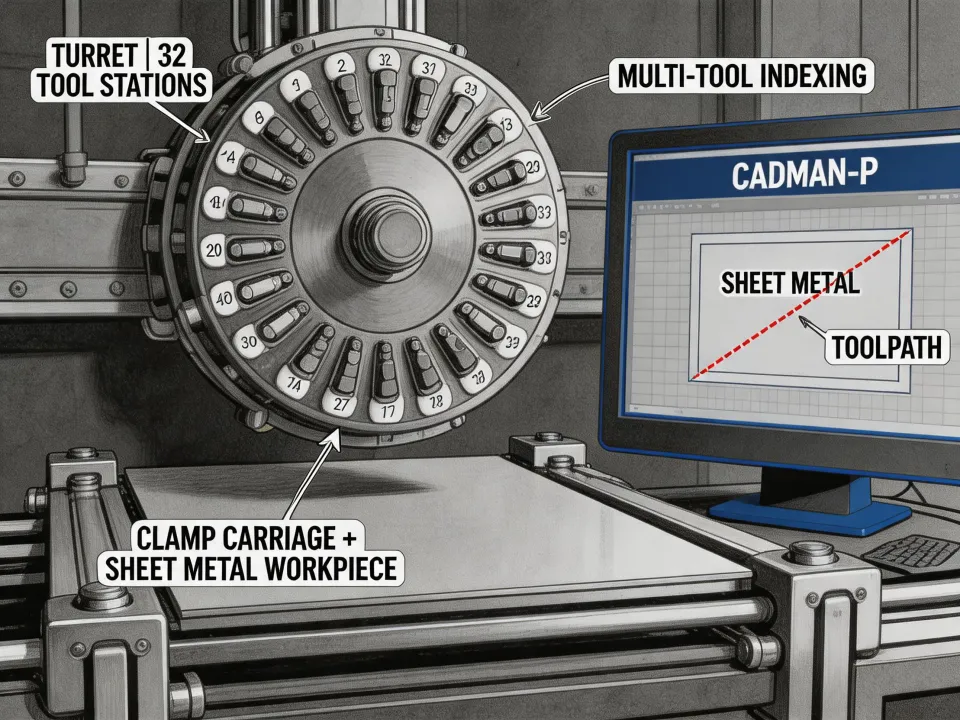
Strippit turret punching systems combine high-speed punching (up to 1,100 hits per minute) with integrated forming stations, tapping tools and deburring heads. A single CADMAN-P program sequences all operations against a validated die-clearance map.
CADMAN is the unifying layer that separates LVD from competitors that require third-party bridging between CAM and shop-floor execution.
Quoting, nesting preview, shop-floor priority queues, material consumption reporting.
Nest optimisation, lead-in geometry, micro-joint strategy, assist-gas recipe tags.
Offline bend sequencing, collision simulation, Easy-Form Laser integration.
Turret layout optimisation, multi-operation sequencing, die-clearance auto-mapping.
Every commercial proposal ships with applications-lab-validated cutting, bending and punching parameters — not sales-engineering estimates.
Request a Technical Consultation